How Chemical Analysis Helps Prevent Material Mix-Ups Before Fabrication Problems Start
Chemical analysis can play a critical role long before a part fails or a fabrication issue becomes expensive. In metal fabrication, repair, and forensic investigation, it is easy to assume the material in front of you is exactly what the paperwork says it is. But when the wrong alloy ends up in a weldment, assembly, or repair, the consequences can affect performance, code compliance, and long-term reliability. That is why it is often one of the smartest steps a company can take before moving further into production.
Why Material Mix-Ups Happen More Often Than People Think
Material mix-ups are not always caused by major mistakes. Sometimes they happen because similar-looking metals are stored together, markings become hard to read, scrap gets mixed into production, or a replacement part is assumed to be equivalent without proper verification. In other cases, weld metal and base metal may not match the intended specification, even though everything appears acceptable on the surface.
This is where chemical analysis becomes valuable. Instead of relying only on labels, paperwork, or visual inspection, it provides actual information about the elemental makeup of the material. That helps confirm whether the metal in service is truly the material the job requires.
Why Visual Inspection and Paperwork Are Not Enough

A material can look correct and still be wrong for the application. Carbon steel, stainless steel, aluminum, copper, tool steel, and other alloys may require confirmation beyond appearance alone. WJMG notes that its Niton XLT can detect element composition in both base metal and weld metal without removing a sample from the part, which is especially useful when preserving the part matters.
That kind of flexibility makes chemical analysis especially helpful when a part is already fabricated, installed, or under review as part of a quality concern. It gives fabricators, inspectors, and owners another way to verify that the material actually matches the intended application before a larger issue develops.
Different Tools Help Answer Different Questions

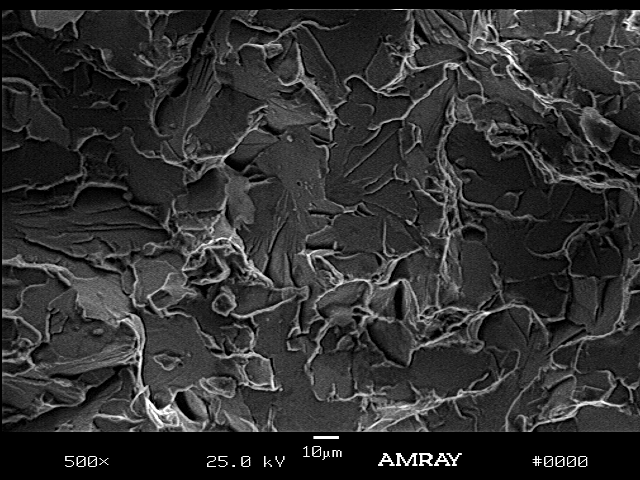
Not every situation calls for the same approach. WJMG’s chemical analysis capabilities include several options depending on the size of the sample and the question being asked. The company lists EDX for determining element analysis on small regions of interest and notes that it is helpful for evaluating the chemical properties of failure regions in fractured assemblies. WJMG also offers an Optical Emission Spectrometer (OES) for detecting element composition in alloys such as carbon steel, stainless steel, aluminum, copper, and hastelloy, with the ability to work from metal filings, wire, or small samples.
This matters because chemical analysis is not just one test with one purpose. It is a broader problem-solving tool that can support fabrication verification, alloy identification, weld evaluation, and failure investigation.
Where Chemical Analysis Adds Real Value
In practical terms, it can help in several important ways:
- Confirming alloy identity before fabrication begins
- Verifying weld metal or base metal in an existing assembly
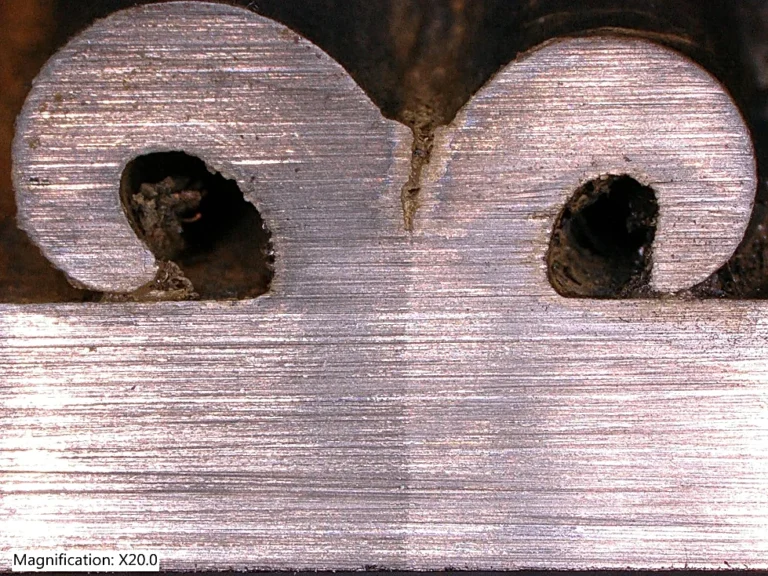
- Supporting investigations when a failure area needs closer review
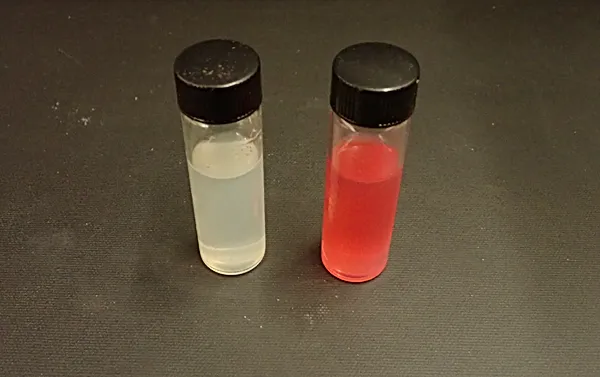
- Identifying conditions related to microbiologically induced corrosion
WJMG’s page also notes the ability to determine MIC, including testing for acid-producing bacteria and sulfate-reducing bacteria, which can help explain why certain environments attack base or weld metal.
A Smarter Way to Reduce Expensive Surprises
Waiting until a failure occurs is one of the most expensive ways to learn that the wrong material was used. Chemical analysis helps move that discovery earlier, when corrective action is easier and less disruptive. It supports better decisions, stronger documentation, and greater confidence in the materials going into fabrication or evaluation. At WJMG, it’s part of a broader technical approach to understanding metals, welds, and failure-related questions. When the goal is to prevent mix-ups, confirm alloy composition, or better understand what is happening in a part or assembly, analysis provides answers that visual checks alone cannot.